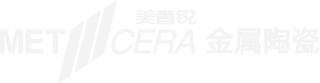
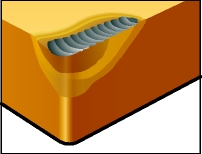
原因
磨损过快将导致表面质量差或超差。
解决方案
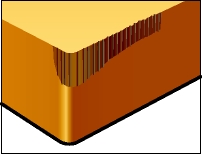
原因
过度磨损导致刀具寿命短。
解决方案
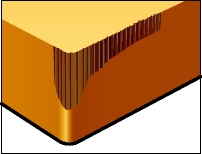
原因
导致圆角损坏的不均匀磨损。
解决方案
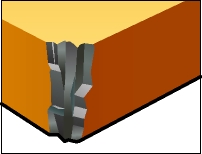
原因
过度磨损会削弱切削刃。切削刃后缘的破损会导致表面质
量下降。
解决方案
原因
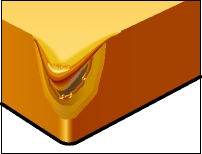
切削刃塑性变形、下塌或后刀面凹陷,导致切屑控制差、
表面质量差和刀片破裂。
解决方案
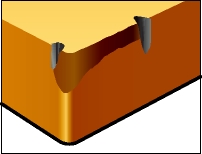
原因
切削刃未切削部分因切屑冲击而破损。刀片的上刀面和支
撑都可能被损坏,导致不良表面纹理和过大的后刀面磨
损。
解决方案
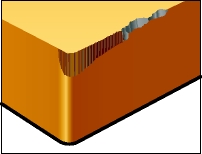
原因
切削刃的细小崩碎导致表面质量变差和后刀面过度磨损。
解决方案
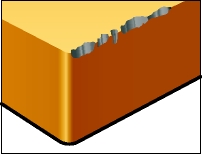
原因
沟槽磨损会引起表面质量下降和切削刃破裂。
解决方案
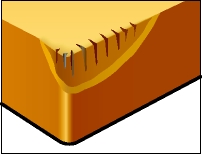
原因
垂直于切削刃的细小裂纹会引起刀片崩碎和表面质量降低。
由于温度的变化而引起的热裂纹是因为:
解决方案
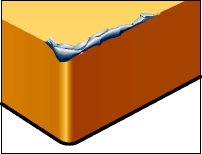
原因
积屑瘤将引起表面质量降低,去掉积屑瘤时会引起切削刃
崩碎。
解决方案
原因
工件材料粘结在切削刃上是因为:
解决方案