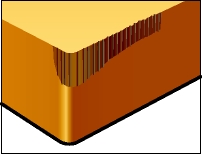
后刀面磨损原因磨损过快将导致表面质量差或超差。切削速度过高耐磨性不足进给fz过低解决方案降低切削速度vc选择更耐磨的牌号提高进给fz原因
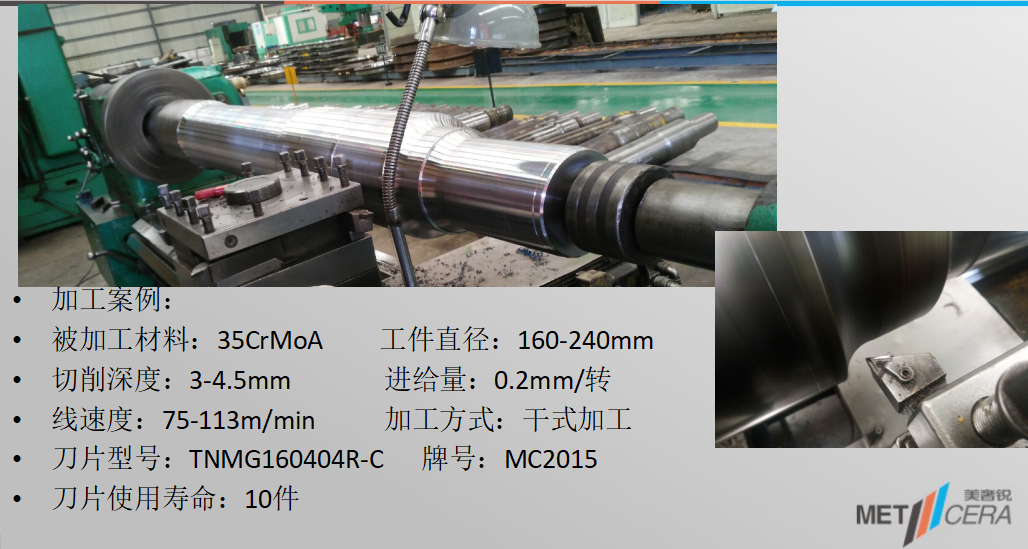
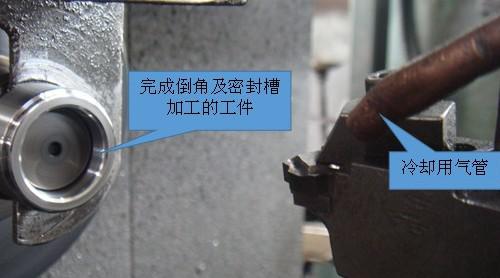
使用我公司产品:MC911 MC206产品 切削参数: 沟槽刀进刀量0 3mm,转速:800~900转, 产品总切深:1 43mm 产品要求——产品外径...
全国客服电话:4006 816 028 公司电话:028-6519 2699 营销中心:028-6519 1169 邮箱:sales@metcera.com